
Pièces usinées CNC électroniques: Étude de cas sur le logement de précision
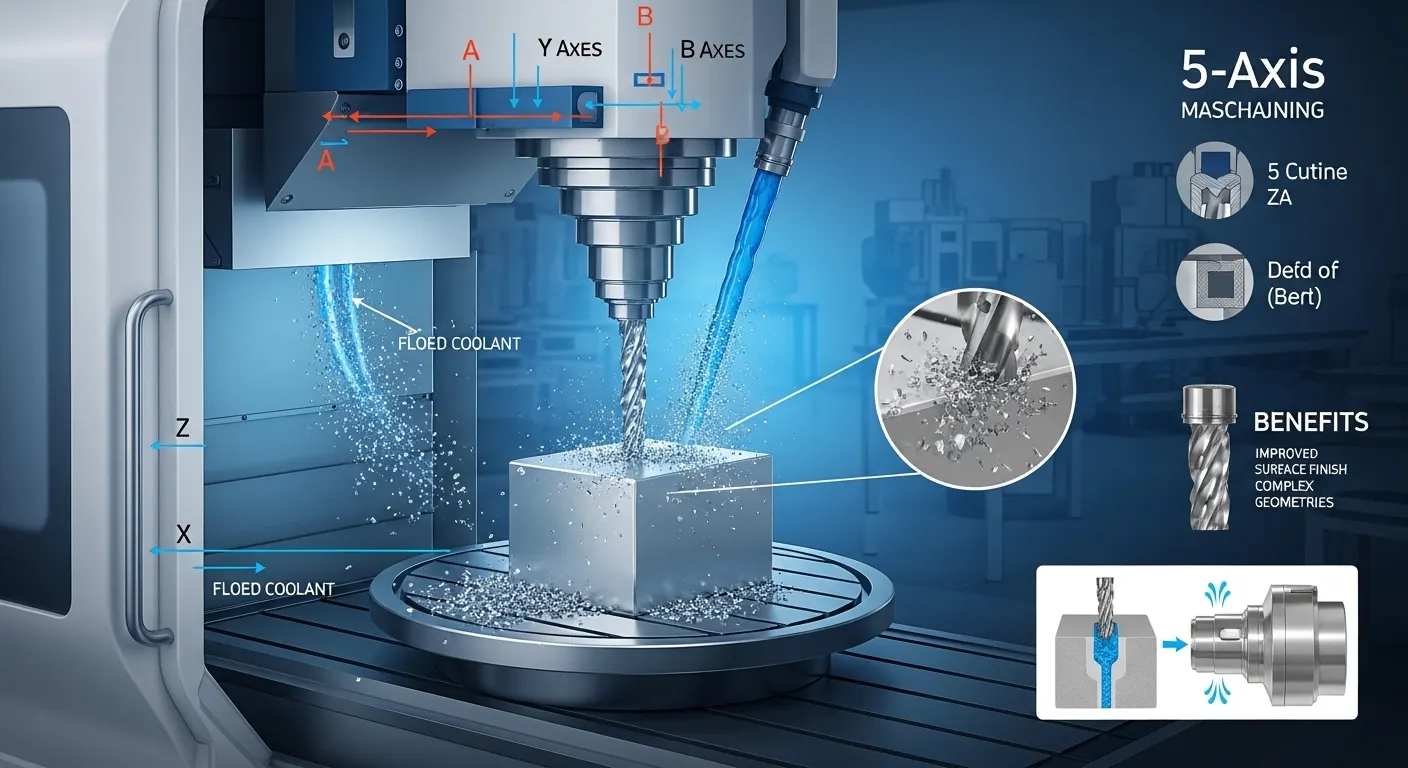
Nous avons usiné 200 Boîtiers électroniques dissipants à chaleur en aluminium 6061-T6 pour un fabricant sud-coréen d’électronique grand public. Les pièces mesuraient 120 mm x 85 mm x 22 mm, avec des tolérances maintenues à ±0,01 mm sur les ajustements critiques de l’alésage. Utilisation du fraisage CNC 5 axes sur un DMU Mori 50, Nous avons tout livré 200 Parties dans 9 Jours ouvrables avec un 99.5% Taux d’inspection au premier passage.
Introduction
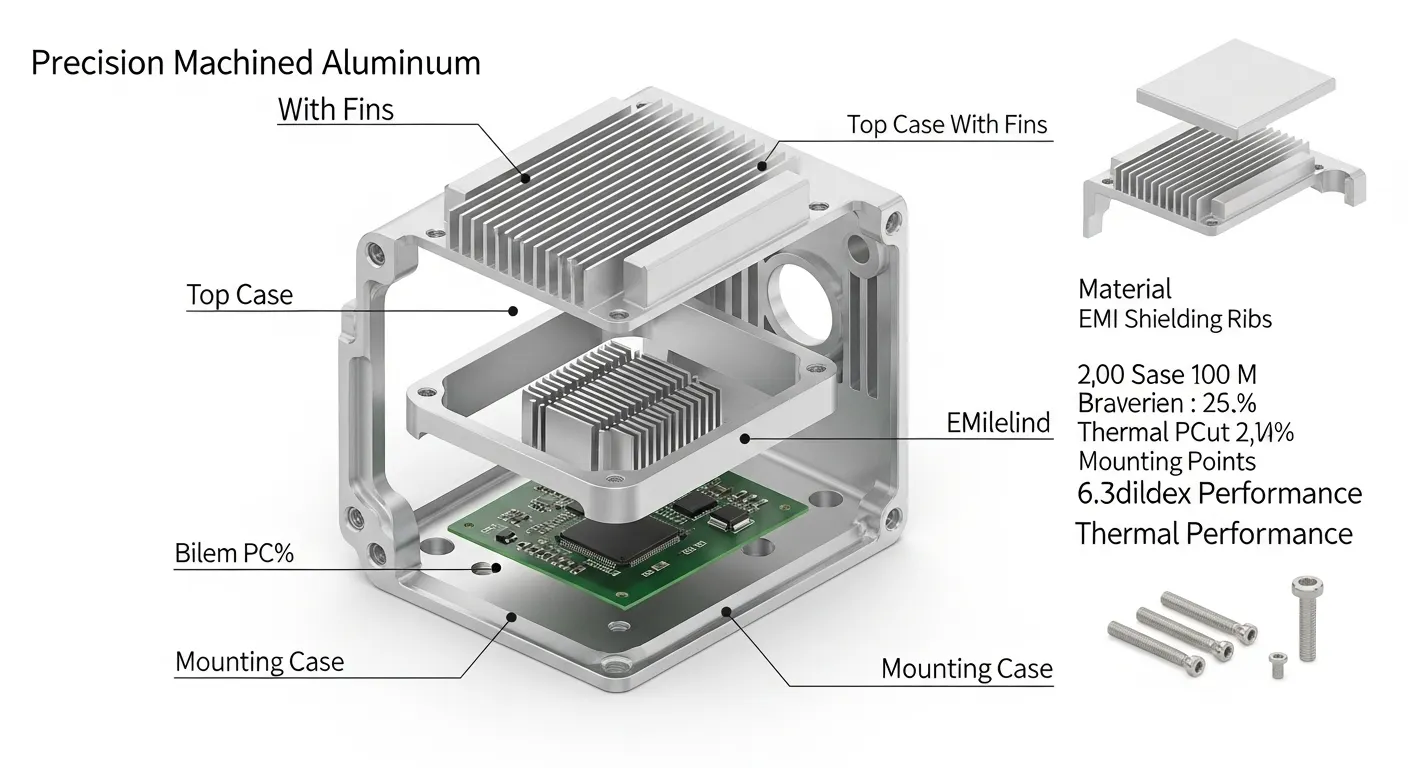
Le client avait besoin 200 Boîtiers en aluminium pour un nouveau module de gestion de l’alimentation. Leur fournisseur précédent avait été mis à la casse 18% des pièces dues à une déformation de paroi fine sur des parois de 0,8 mm. Les boîtiers nécessitaient des emplacements de blindage EMI, Inserts filetés M3, et un profil de dissipateur thermique à 12 ailerons — tous usinés à partir d’un seul lingotte. Pas de soudure. Pas de joints d’assemblage.
C’est le genre de projet où les pièces usinées CNC électroniques prouvent leur valeur ou s’effondrent. Nous allons expliquer exactement comment nous l’avons résolu.
Aperçu du projet
| Terrain | Détail |
|---|---|
| Secteur client | Électronique grand public (Modules de gestion de l’énergie) |
| Nom de la pièce | Boîtier électronique en aluminium blindé par EMI |
| Application | Logement de l’unité de gestion de puissance avec dissipation thermique intégrée |
| Région | OEM sud-coréen (Partenaire de prototypage en Chine) |
| Taille du lot | 200 Unités (Série de production pilote) |
| Date limite de livraison | 10 Jours de travail |
L’équipe d’ingénierie du client avait déjà passé deux semaines de temps chez un fournisseur précédent. Leur rapport DFM a signalé trois risques: effondrement des parois fines sur les murs EMI de 0,8 mm, Des communications sur le réseau à 12 ailerons (fin pitch: 3.2mm), et des profondeurs de filetage incorrectes sur les inserts M3. Ils sont venus àPrototypage GD Après avoir vu notreBibliothèque de boîtiers d’usinage CNC.
Spécifications techniques
| Paramètre | Spécification |
|---|---|
| Matériel | Aluminium 6061-T6 (selon ASTM B209) |
| Dimensions de la pièce | 120mm x 85mm x 22mm |
| Épaisseur fine de paroi | 0.8mm (Nervures de bouclier EMI) |
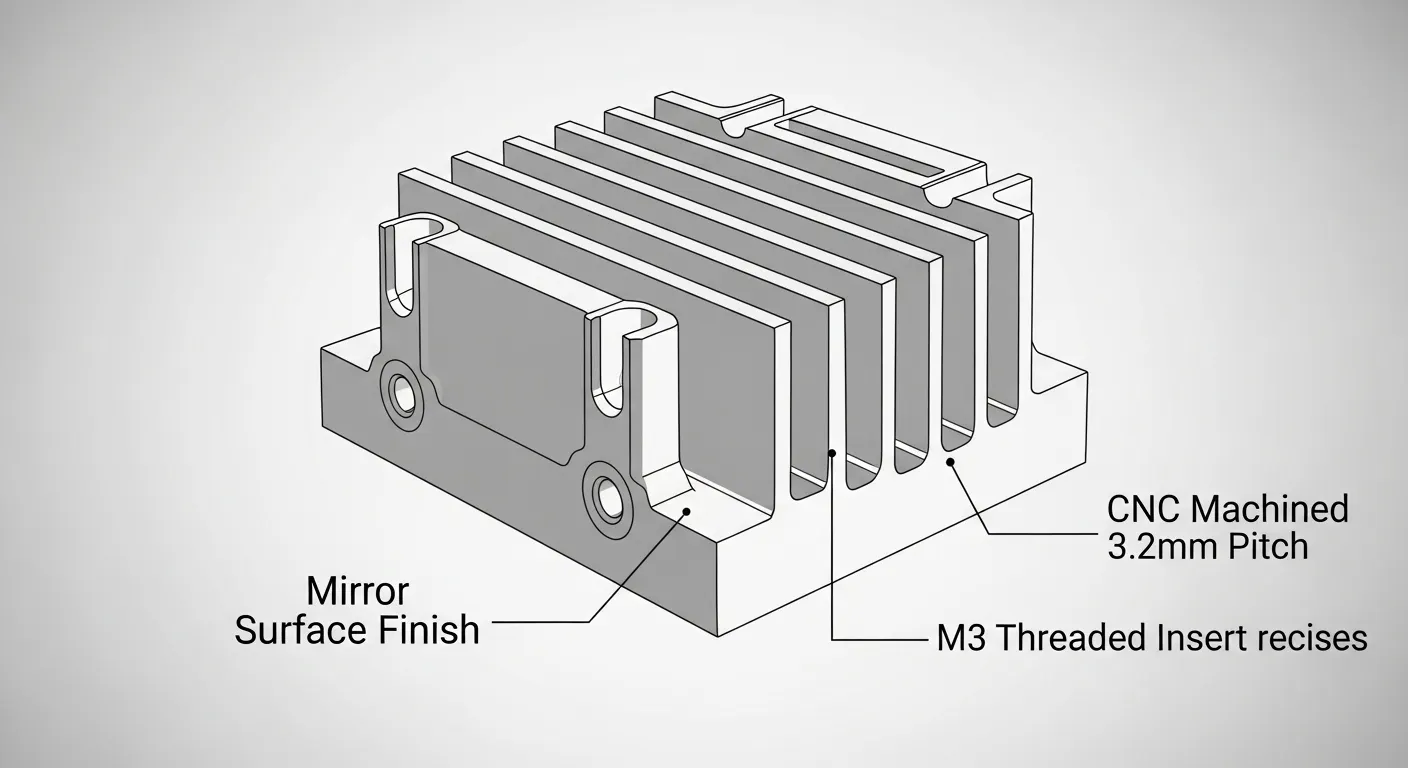
| Ailettes de dissipateur thermique | 12 Jusqu’à, 3.2Pas millimétrique, 14Mm de hauteur |
| Tolérance critique | ±0,01 mm (Ajustements d’alésage, Surfaces d’accouplement) |
| Tolérance générale | ±0,05 mm |
| Finition de surface | Ra 0.8 μm (externe); Ra 1.6 μm (Cavités internes) |
| Post-traitement | Type II Anodize (clair), Inserts filetés M3 x 8 |
| Quantité | 200 Unités |
| Délai d’exécution | 9 Jours de travail (livré) |
| Processus primaire | 5-Fraisage CNC axé |
| Processus secondaire | Tournage CNC (Caractéristiques du boss), Inspection du CMM |
L’aluminium 6061-T6 est le choix standard pour les boîtiers électroniques car il combine une résistance à la traction de 310 MPa avec une excellente usinabilité et une conductivité thermique naturelle de ~167 W/m·K.
Processus d’usinage
Nous avons divisé le projet en 6 des étapes définies pour contrôler la qualité à chaque étape.
Étape 1: Programmation CAM et critique DFM
Avant de couper un seul chip, notre ingénieur CAM a effectué une vérification DFM complète dans Mastercam 2026. Nous avons immédiatement signalé deux zones de défaillance potentielles:
- Les parois nervurées EMI de 0,8 mm risquaient de se déformer sous la pression standard de fraisage latéral
- Les ailettes du dissipateur thermique de 14 mm de haut avaient un 4.4:1 Format d’image, ce qui est à la limite du risque de bavardage
Nous avons repensé le parcours d’outils pour utiliser une stratégie de fraisage trochoïdale sur les ailettes et un passage de fraisage montant sur les nervures fines à un engagement radial réduit (8% Passage de côté).
Étape 2: Installation et installation
Nous avons fixé toutes les lâches sur une plaque de serrage sur mesure à point zéro. Cela nous permettait de retourner chaque pièce pour l’Op-2 sans réindication — ce qui est essentiel pour maintenir la tolérance de position de l’alésage de ±0,01 mm sur les deux côtés.
Étape 3: Grossoiserie
Machine: DMG Mori DMU 50 (5-axe)
Outil: 10Fraise de bout en carbure 4 cannelures mm (Revêtu de TiAlN)
Retrait des matériaux: ~62 % du volume des billettes
Stratégie: Grossesse adaptative, 6Profondeur axiale en mm, 35% Engagement radial
Liquide de refroidissement: Liquide de refroidissement d’inondation (Émulsion, 8% Concentration)
Nous avons laissé du matériel de 0,3 mm sur tous les murs pour la finition.
Étape 4: Demi-finale et arrivée
Changement d’outil vers une fraise à nez rotule 4 mm à 4 cannelures pour la matrice d’ailettes. Vitesse de la broche: 18,000 Tr / min. Taux d’avance: 1,800 mm/min. Nous avons réduit la profondeur axiale de coupe à 0,15 mm pour la passe finale de finition sur toutes les surfaces critiques du forage. La rugosité de surface mesurée Ra 0.76 moyenne μm — à l’intérieur du Ra 0.8 Spécification μm.
Étape 5: Filetage
Les filetages M3 étaient découpés à l’aide d’une fraiseuse en carbure massif au centre CNC. Profondeur de fil: 6mm (2diamètre x — norme pour l’aluminium selon l’ISO 965-1). Nous avons évité de tapoter pour éliminer le risque de casse du robinet dans les trous aveugles.
Étape 6: Débavure et post-traitement
Débavure manuelle avec limes de précision, suivi d’un nettoyage ultrasonore. Tous 200 les pièces sont ensuite allées à notre partenaire d’anodisation pour l’anodisation transparente de type II (Épaisseur du revêtement: 10–15 μm par MIL-A-8625).
Défis et solutions
Défi 1: Déformation de paroi mince sur nervures EMI (0.8mm)
C’est la raison pour laquelle le fournisseur précédent a abandonné 18% de parties. Quand on usine un mur de 0,8 mm avec une passe de fraisage latérale standard, La pression de coupe dévie la paroi de 0,04 à 0,06 mm — ce qui vous pousse immédiatement hors d’une tolérance de ±0,01 mm.
Notre première tentative a également échoué. Sur la première partie de l’essai, Nous avons utilisé une fraise de 6 mm avec 25% Engagement radial. Le mur mesurait 0,83 mm d’un côté et 0,76 mm de l’autre — tous deux hors spécifications.
Correction: Nous sommes passés à une fraise en carbure de 3 mm à 2 canalisations et avons réduit l’engagement radial à 8%. Nous avons également changé la direction de l’usinage pour un fraisage en montée avec un passage unique en pleine profondeur. L’épaisseur de paroi sur la deuxième partie d’essai était de 0,79 mm à 0,81 mm — dans une tolérance totale 12 côtes.
Défi 2: Bruit des ailettes sur le réseau de dissipateurs thermiques
Les ailettes de 14 mm de haut avec un pas de 3,2 mm présentent presque aucune rigidité latérale. À notre taux d’alimentation initial de 2,400 mm/min, nous avons eu des marques visibles de vibration aux extrémités des nageoires — Ra mesuré 3.1 μm au lieu du 1.6 Cible μm.
Correction: Nous avons baissé le taux d’alimentation à 1,800 mm/min et est passé à un trajet trochoïdal pour répartir la charge de coupe. Nous avons aussi ajouté un remplissage de cire dans les interstices des nageoires avant la finition, qui atténuait les vibrations lors de la coupe finale. Après l’usinage, La cire dissoute dans notre bain de nettoyage ultrasonique. Finition de surface de dérive améliorée en Ra 1.4 μm — spécification intérieure.
Défi 3: Consistance de la profondeur des inserts de filetage
Les inserts M3 devaient être affleurés ±0,1 mm sous la surface de la pièce. Le tapotage manuel produisait des profondeurs irrégulières sur une série de 200 parties. Pour notre premier essai complet, 14 de 50 Les pièces avaient des inserts placés à 0,15–0,2 mm fièrement de la surface.
Correction: Nous avons tout programmé 8 le filetage se positionne comme un cycle de tapotage rigide avec un Z-stop programmé lié au datum de la partie zéro. Profondeur finale d’insertion transversale 200 Pièces: tous dans un rayon de ±0,05 mm.
Contrôle qualité
Chaque pièce passait par un processus d’inspection en trois étapes avant d’être emballé.
Vérifications CMM en cours
Nous avons effectué des contrôles ponctuels CMM à chaque fois 25 pièces utilisant une machine de mesure de coordonnées Zeiss Contura G2. On a vérifié:
- Diamètre et position du canon (Critique: ±0,01 mm)
- Épaisseur des parois (tous 12 Nervures EMI)
- Profondeur et position du filetage
- Dimensions globales de l’enveloppe
Vérification de la rugosité de surface
Nous avons utilisé un profilomètre Mitutoyo SJ-410 sur 100% de parties pour la face d’accouplement externe (Ra spec: 0.8 μm) et un 10% Exemple sur les cavités internes (Ra spec: 1.6 μm).
Rapport Dimensionnel Final
Tous 200 Les pièces ont reçu un rapport de mesure complet. Nous avons documenté les valeurs Cpk pour les trois tolérances les plus strictes:
- Diamètre du canon: Cpk = 1.47
- Épaisseur des parois (Nervures EMI): Cpk = 1.31
- Profondeur de fil: Cpk = 1.68
Un Cpk au-dessus 1.33 indique un processus capable et stable.
Résultats
Les chiffres racontent l’histoire directement:
- Livraison: 200 Pièces livrées en 9 Jours de travail (1 Jour en avance sur l’horaire)
- Rendement au premier passage: 199/200 Les pièces ont passé tous les critères d’inspection (99.5%)
- Pièces rejetées: 1 partie (Rudesse de surface de la nageoire Ra 1.7 μm sur une seule ailette — capturé en interne, non expédié)
- Taux de ferraille: 0.5% Vs. 18% chez l’ancien fournisseur du client
- Performance thermique: L’équipe d’ingénierie du client a rapporté une baisse de la température de jonction de 11°C dans les modules assemblés vs. Le design précédent du logement en coulée
- Blindage EMI: Tous 200 les unités ont réussi le scan de pré-conformité EMI du client à 300 MHz–1 GHz
Le client a approuvé un second lot de 1,500 Unités au sein 3 Semaines après avoir reçu le pilote.
Pourquoi l’usinage CNC a-t-il été utilisé
Le client a d’abord envisagé deux alternatives: Moulage sous pression et impression 3D métallique (DMLS). Voici pourquoi les deux ont échoué au mémoire:
| Facteur | Le casting | DMLS (Impression 3D métallique) | Usinage CNC |
|---|---|---|---|
| Épaisseur des parois (0.8mm) | Pas réalisable en dessous de ~1,5 mm | Surface possible mais rugueuse | Réalisable avec un parcours d’outil correct |
| Finition de surface | Ra 1,6–3,2 μm (En tant que distribution) | Ra 6–15 μm (Tel que construit) | Ra 0.8 μm (Terminé) |
| Tolérances | ±0,2–0,5 mm | ±0,1–0,2 mm | ±0,01 mm |
| Délai d’exécution (200 Pc) | 4–6 semaines (Outillages nécessaires) | 12–15 jours | 9 Jours |
| Coût (200 Pc) | Haut (Outillages amortis) | Très haut | Modéré |
La fonte sous pression nécessite un outillage dur — généralement 4 à 6 semaines et un coût de moulage de 8 000 à 15 000 $ pour une pièce de cette taille. Pour un pilote de 200 unités, Ce coût ne peut pas être amorti. Le DMLS pouvait produire la géométrie mais ne pouvait pas toucher le Ra 0.8 Finition de surface μm ou tolérance d’alésage de ±0,01 mm sans usinage secondaire étendu — ce qui ajouterait à la fois du temps et du coût.
L’usinage CNC à partir de billettes 6061-T6 était la seule méthode répondant aux trois exigences: tolérance, Finition de surface, et un délai de 10 jours sans investissement dans les outils. Vous pouvez explorer l’intégralité de GD PrototyingServices d’usinage CNC Pour en savoir plus sur nos capacités de procédé.
FAQ
Le 6061-T6 en aluminium est le choix le plus courant. Il est mécanique proprement, dissipe bien la chaleur (~167 W/m·K), et accepte les revêtements anodisés pour le contrôle EMI. Pour des applications à plus forte résistance, 7075-T6 est une option. Pour les exigences non conductrices, PEEK ou Delrin sont des plastiques viables.
Sur un centre d’usinage 5 axes avec une fixation appropriée, Nous maintenons régulièrement ±0,01 mm sur les ajustements critiques de l’alésage et ±0,05 mm sur les dimensions générales. La tolérance standard de GD Prototying est de ±0,05 mm, avec des tolérances plus strictes disponibles sur demande pour les caractéristiques critiques.
Pour une pièce comme celle-ci — 120 mm x 85 mm x 22 mm avec des caractéristiques complexes — le temps de cycle par pièce est d’environ 18 à 24 minutes sur une machine à 5 axes. Avec une cellule à deux machines fonctionnant en parallèle, Un passage de 200 pièces peut être réalisé en 7 à 8 jours d’usinage, plus 1 à 2 jours pour l’inspection et le post-traitement.
Oui, Surtout pour les pilotes et les volumes faibles à moyens (sous 2,000 Unités). L’usinage CNC ne nécessite aucun investissement dans les outillages, maintient des tolérances plus strictes, et offre une meilleure finition de surface que la pièce sous pression telle que coulée. Pour les volumes ci-dessus 5,000 Unités, La moulée sous pression devient plus économique par pièce.
Téléchargez votre fichier STEP ou IGES dans le système de devis de GD Prototyping. Incluez votre spécification de matériau, Exigences de tolérance, Finition de surface, Quantité, et deadline. Vous recevrez un devis détaillé avec des retours DFM 12 Heures.
Conclusion
Les pièces usinées CNC électroniques exigent plus qu’un devis rapide et une machine CNC. Ils ont besoin d’une équipe qui comprend la dynamique des murs fins, Exigences de gestion thermique, et les empilements de tolérance qui séparent un prototype fonctionnel d’un lot mis au rebut.
Nous avons livré 200 Boîtiers en aluminium de précision dans 9 Jours, avec un 99.5% rendement au premier passage et aucun retour de champ issu des tests de préconformité EMI du client.
Si votre projet d’électronique nécessite des tolérances strictes, Géométries complexes, ou un fournisseur qui comprend réellement vos risques DFM —contactez GD Prototypage Aujourd’hui. Téléchargez votre fichier et obtenez un devis avec un retour DFM ci-dessous 12 Heures.
Vous pouvez également parcourir notreÉtudes de cas pour l’usinage CNC pour voir plus d’exemples comme celui-ci.