
Eletrônica Peças Usinadas CNC: Estudo de Caso de Habitação de Precisão
Usinamos 200 carcaças eletrônicas de alumínio 6061-T6 dissipadoras de calor para um fabricante sul-coreano de eletrônicos de consumo. Peças medidas 120mm x 85mm x 22mm, com tolerâncias mantidas em ±0,01mm em ajustes críticos de diâmetro. Usando fresagem CNC de 5 eixos em uma DMG Mori DMU 50, entregamos tudo 200 Partes em 9 dias úteis com um 99.5% Taxa de inspeção na primeira passagem.
Introdução
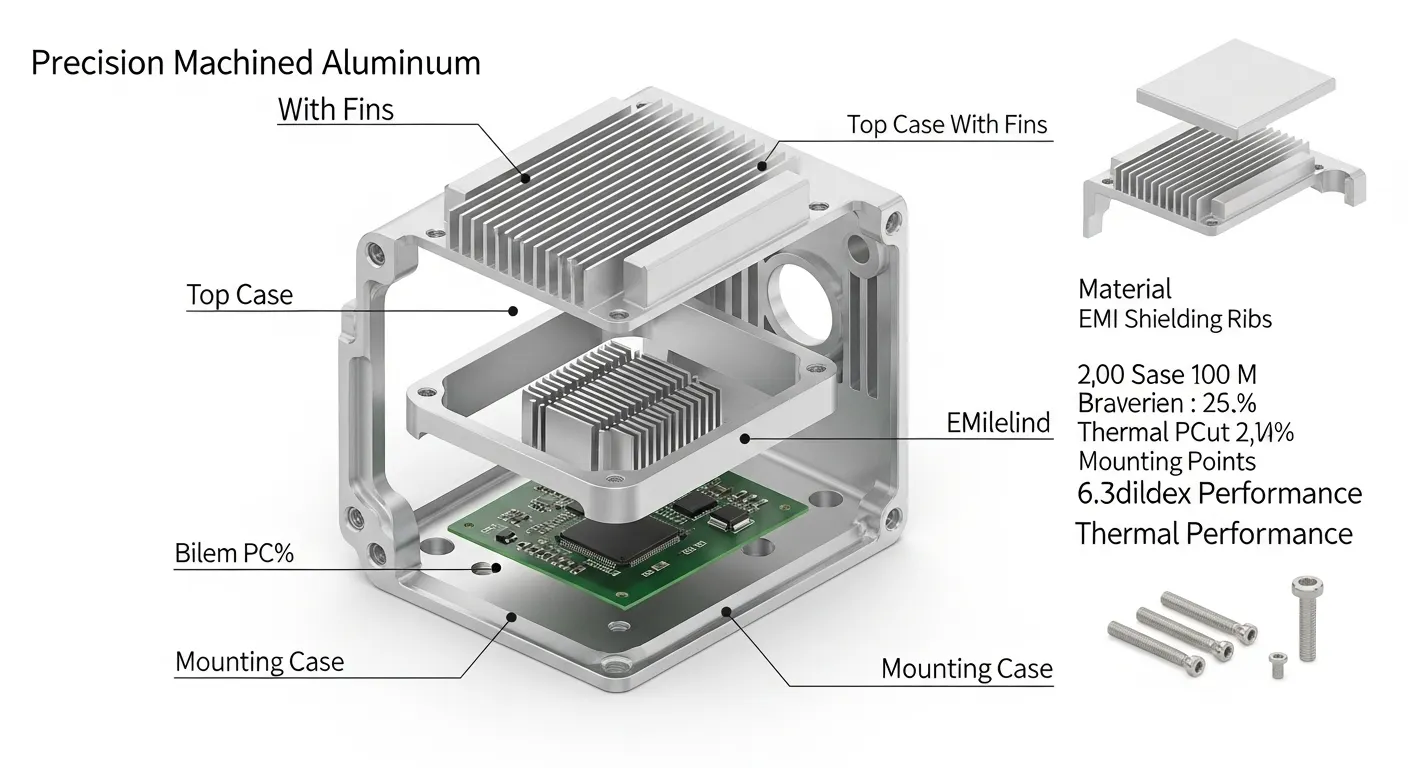
O cliente precisava 200 Caixas de alumínio para um novo módulo de gerenciamento de energia. O fornecedor anterior deles havia desmontado 18% de partes devido à deformação de parede fina em paredes de 0,8 mm. Os gabinetes precisavam de slots de blindagem EMI, Inserts roscados M3, e um perfil de dissipador de 12 aletas — todos usinados a partir de um único tarugo. Sem soldagem. Sem juntas de montagem.
Esse é o tipo de projeto em que peças eletrônicas usinadas CNC ou provam seu valor ou desmoronam. Vamos explicar exatamente como resolvemos.
Visão Geral do Projeto
| Campo | Detalhe |
|---|---|
| Indústria de Clientes | Eletrônicos de consumo (Módulos de gerenciamento de energia) |
| Nome da peça | Gabinete eletrônico de alumínio com blindagem EMI |
| Aplicação | Alojamento da unidade de gerenciamento de energia com dissipação de calor integrada |
| Região | OEM da Coreia do Sul (Parceiro de prototipagem na China) |
| Tamanho do lote | 200 Unidades (Série piloto de produção) |
| Prazo de Entrega | 10 Dias úteis |
A equipe de engenharia do cliente já havia gastado duas semanas em um fornecedor anterior. O relatório DFM deles sinalizou três riscos: colapso de paredes finas nas paredes do escudo EMI de 0,8mm, Conversas na matriz de 12 aletas (End Pitch: 3.2mm), e profundidades de rosca incorretas nos inserts M3. Eles vieram paraPrototipagem GD Depois de ver nossoBiblioteca de caixas de usinagem CNC.
Especificações Técnicas
| Parâmetro | Especificação |
|---|---|
| Material | Alumínio 6061-T6 (conforme ASTM B209) |
| Dimensões da Peça | 120mm x 85mm x 22mm |
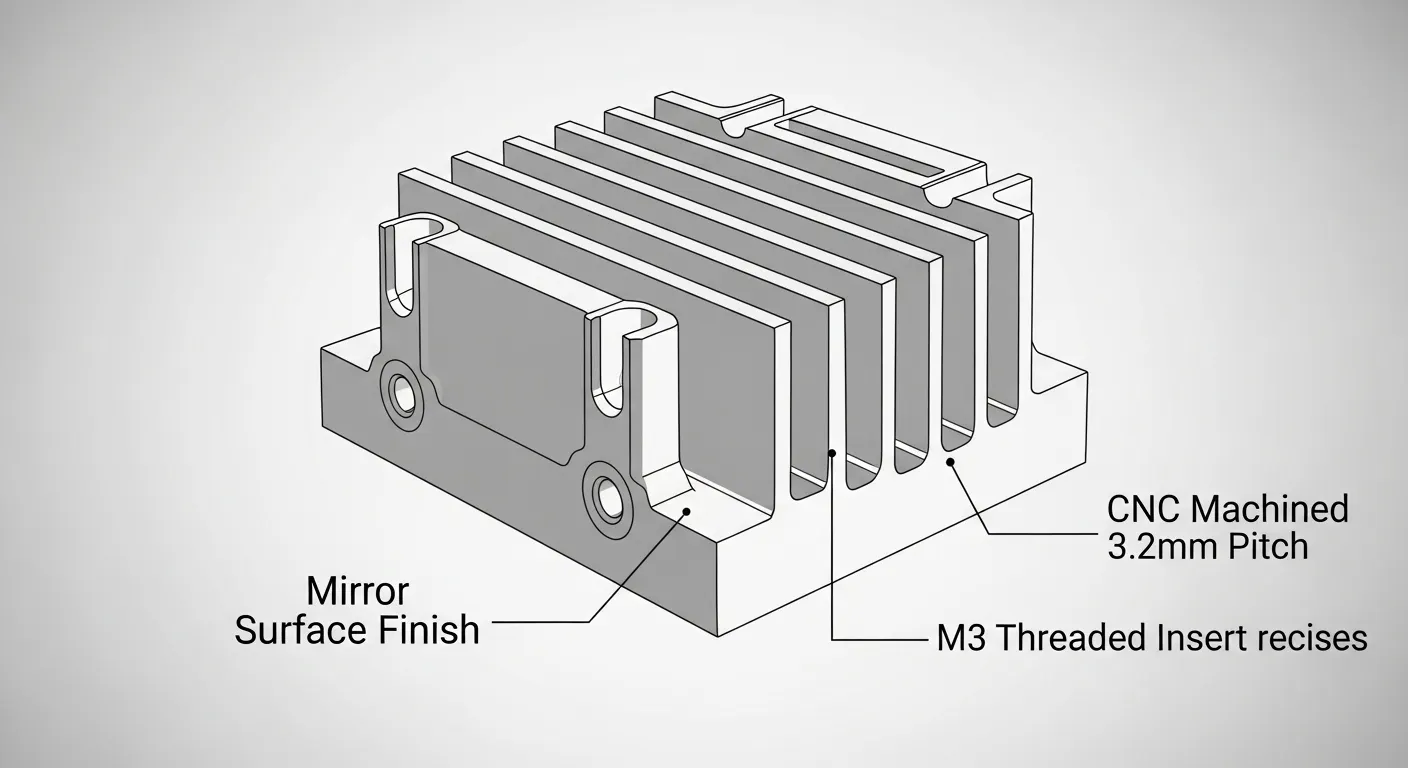
| Espessura fina da parede | 0.8mm (Estrilhas de escudo EMI) |
| Aletas do dissipador de calor | 12 Até, 3.2Afinação mm, 14mm de altura |
| Tolerância Crítica | ±0,01mm (Ajustes de diâmetro, Superfícies de acasalamento) |
| Tolerância Geral | ±0,05mm |
| Acabamento de Superfície | Ra 0.8 μm (Externo); Ra 1.6 μm (Cavidades internas) |
| Pós-Processamento | Anodize Tipo II (claro), Inserts de rosca M3 x 8 |
| Quantidade | 200 Unidades |
| Prazo de Entrega | 9 Dias úteis (entregue) |
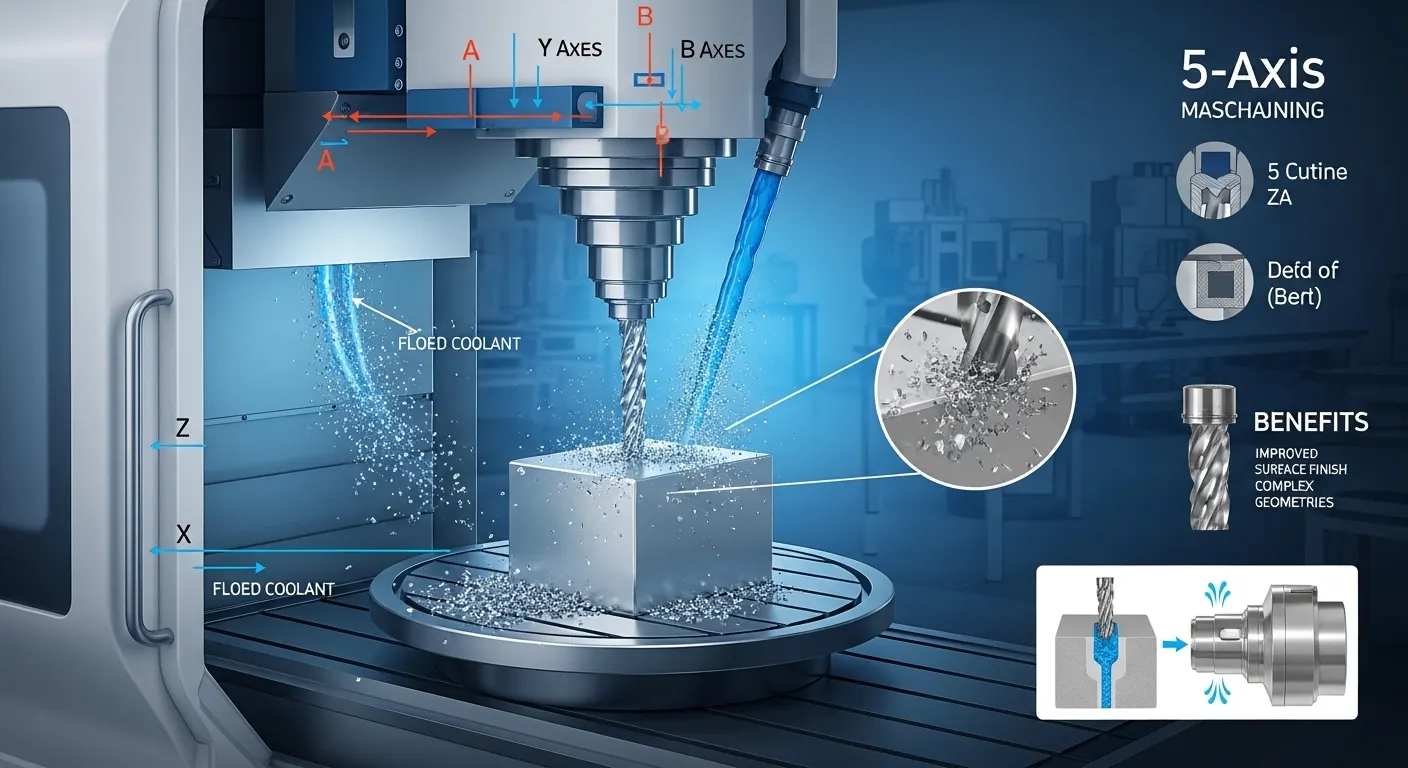
| Processo Primário | 5-Fregueira CNC no eixo |
| Processo Secundário | Torneamento CNC (Recursos do chefe), Inspeção da CMM |
O 6061-T6 de alumínio é a escolha padrão para gabinetes eletrônicos porque combina uma resistência à tração de 310 MPa com excelente usinabilidade e condutividade térmica natural de ~167 W/m·K.
Processo de usinagem
Dividimos o projeto em 6 Estágios definidos para controlar a qualidade em cada etapa.
Palco 1: Revisão de Programação e DFM de CAM
Antes de cortarmos um único chip., nosso engenheiro de CAM fez uma verificação completa de DFM no Mastercam 2026. Imediatamente sinalizamos duas possíveis zonas de falha:
- As paredes das nervuras EMI de 0,8mm corriam o risco de defleção sob pressão padrão de fresagem lateral
- As aletas do dissipador de calor de 14mm de altura tinham um 4.4:1 Proporção de aspecto, o que está no limite do risco de conversa
Redesenhamos o caminho da ferramenta para usar uma estratégia de fresagem trocoidal nas aletas e uma passagem de fresagem subindo nas nervuras finas com engajamento radial reduzido (8% Passo para o lado).
Palco 2: Instalação e Montagem
Fixamos todos os tarugos em uma placa de fixação personalizada de ponto zero. Isso nos permitiu inverter cada peça para Op-2 sem reindicar — fundamental para manter a tolerância de posição do diâmetro de ±0,01mm em ambos os lados.
Palco 3: Rugosidade
Máquina: DMG Mori DMU 50 (5-eixo)
Ferramenta: 10Fresa de extremidade de carbureto de 4 flautas mm (Revestido com TiAlN)
Remoção de materiais: ~62% do volume de tarugos
Estratégia: Desbaste adaptativo, 6Profundidade axial em mm, 35% Engajamento radial
Líquido de arrefecimento: Fluido de arrefecimento para inundação (emulsão, 8% Concentração)
Deixamos o material de 0,3mm em todas as paredes para a passagem de acabamento.
Palco 4: Semi-Finalização e Finalização
Mudança de ferramenta para uma fresa de 4mm com bico esférico de 4mm para a matriz de aletas. Velocidade do eixo: 18,000 RPM. Taxa de alimentação: 1,800 mm/min. Reduzimos a profundidade axial do corte para 0,15mm para a passagem final de acabamento em todas as superfícies críticas do furo. Rugosidade superficial medida Ra 0.76 média μm — dentro do Ra 0.8 especificação μm.
Palco 5: Fresagem de rosca
As roscas M3 foram cortadas usando uma fresadora de rosca de carboneto maciço no centro CNC. Profundidade de thread: 6mm (2x diâmetro — padrão para alumínio conforme ISO 965-1). Evitamos bater para eliminar o risco de quebra da torneira em furos cegos.
Palco 6: Desbarba e pós-processamento
Desbarba manual com limas de precisão, seguida pela limpeza ultrassônica. Todos 200 as peças então foram para nosso parceiro de anodização para anodização transparente Tipo II (Espessura do revestimento: 10–15 μm por MIL-A-8625).
Desafios e Soluções
Desafio 1: Deformação de parede fina nas nervuras EMI (0.8mm)
Esse foi o motivo pelo qual o fornecedor anterior foi cancelado 18% de partes. Quando você usina uma parede de 0,8mm com uma passagem padrão de fresa lateral, A pressão de corte desvia a parede em 0,04–0,06mm — o que te empurra imediatamente para fora de uma tolerância de ±0,01mm.
Nossa primeira tentativa também falhou. Na primeira parte do teste, Usamos uma fresa de 6mm com 25% Engajamento radial. A parede media 0,83mm de um lado e 0,76mm do outro — ambos fora de especificação.
Corrigir: Mudamos para uma fresa de carbureto de 3mm 2 canhuras e reduzimos o engajamento radial para 8%. Também mudamos a direção da usinagem para fresagem em escalada com uma passagem única de profundidade total. A espessura da parede na segunda parte do teste mediu de 0,79 mm a 0,81 mm — dentro da tolerância em todos os 12 Costelas.
Desafio 2: Aletas de Aletas no Conjunto de Dissipadores de Calor
Aletas de 14mm de altura com passo de 3,2mm quase não têm rigidez lateral. Na nossa taxa inicial de alimentação 2,400 mm/min, Tivemos marcas visíveis de vibração nas pontas das nadadeiras — Ra medido 3.1 μm em vez do 1.6 Alvo μm.
Corrigir: Reduzimos a taxa de alimentação para 1,800 mm/min e mudou para um caminho de ferramenta trocoidal para distribuir a carga de corte. Também adicionamos um preenchimento de cera nos espaços das nadadeiras antes da passagem final, que amorteceu a vibração durante o corte final. Após a usinagem, A cera dissolvida em nosso banho de limpeza ultrassônica. Acabamento da superfície da nadadeira melhorado para Ra 1.4 μm — especificação interna.
Desafio 3: Consistência da Profundidade do Inserto de Thread
Os inserts M3 precisavam ficar alinhados ±0,1 mm abaixo da superfície da peça. A batida manual produzia profundidades inconsistentes ao longo de uma sequência de 200 partes. No nosso primeiro teste completo, 14 de 50 As peças tinham inserts posicionados entre 0,15 e 0,2 mm em destaque na superfície.
Corrigir: Programamos tudo 8 a rosca se posiciona como um ciclo rígido de batida, com um Z-stop programado ligado ao datum da parte zero. Profundidade final de inserção ao longo do outro lado 200 Partes: tudo dentro de ±0,05mm.
Controle de Qualidade
Cada peça passou por um processo de inspeção em três etapas antes de ser compactado.
Verificações CMM em Processo
Fizemos verificações pontuais do CMM a cada 25 peças usando uma máquina de medição de coordenadas Zeiss Contura G2. Verificamos:
- Diâmetro e posição do diâmetro do diâmetro (Crítico: ±0,01mm)
- Espessura da parede (todos 12 Costelas EMI)
- Profundidade e posição da rosca
- Dimensões gerais do envelope
Verificação da Rugosidade da Superfície
Usamos um perfilômetro Mitutoyo SJ-410 em 100% de partes para a face externa de acoplamento (Ra spec: 0.8 μm) e um 10% Amostra em cavidades internas (Ra spec: 1.6 μm).
Relatório Dimensional Final
Todos 200 As peças receberam um relatório completo de medição. Documentamos valores Cpk para as três tolerâncias mais apertadas:
- Diâmetro do diâmetro do diâmetro: Cpk = 1.47
- Espessura da parede (Costelas EMI): Cpk = 1.31
- Profundidade de thread: Cpk = 1.68
Um Cpk acima 1.33 indica um processo capaz e estável.
Resultados
Os números contam a história diretamente:
- Entrega: 200 Peças entregues em 9 Dias úteis (1 Dia antes do cronograma)
- Rendimento na primeira passagem: 199/200 Peças passaram por todos os critérios de inspeção (99.5%)
- Peças rejeitadas: 1 parte (Rugosidade da superfície da nadadeira Ra 1.7 μm em uma única nadadeira — capturado internamente, Não enviado)
- Taxa de sucata: 0.5% Vs. 18% no fornecedor anterior do cliente
- Desempenho térmico: A equipe de engenharia do cliente relatou uma temperatura de junção 11°C inferior nos módulos montados vs. O design anterior da carcaça fundida
- Blindagem EMI: Todos 200 as unidades passaram na varredura de pré-conformidade EMI do cliente em 300 MHz–1 GHz
O cliente aprovou um segundo lote de 1,500 unidades dentro 3 semanas após receber a corrida piloto.
Por que a usinagem CNC foi usada
O cliente inicialmente considerou duas alternativas: fundição e impressão 3D em metal (DMLS). Veja por que ambos falharam no briefing:
| Fator | O Elenco | DMLS (Impressão 3D em Metal) | Usinagem CNC |
|---|---|---|---|
| Espessura da parede (0.8mm) | Não é viável abaixo de ~1,5mm | Superfície possível, mas rugosa | Possível com o caminho correto da ferramenta |
| Acabamento superficial | Ra 1,6–3,2 μm (Como elenco) | Ra 6–15 μm (Conforme construído) | Ra 0.8 μm (terminado) |
| Tolerâncias | ±0,2–0,5mm | ±0,1–0,2mm | ±0,01mm |
| Prazo de entrega (200 PCS) | 4–6 semanas (Ferramentas necessárias) | 12–15 dias | 9 Dias |
| Custar (200 PCS) | Alto (Ferramenta amortizada) | Muito alto | Moderado |
A fundição sob pressão exige ferramentas duras — normalmente de 4 a 6 semanas e custo de molde de US$ 8.000 a US$ 15.000 para uma peça desse tamanho. Para um piloto de 200 unidades, Esse custo não pode ser amortizado. O DMLS conseguia produzir a geometria, mas não conseguia atingir o Ra 0.8 Acabamento superficial μm ou a tolerância de diâmetro de ±0,01mm sem usinagem secundária extensa — o que adicionaria tempo e custo.
A usinagem CNC a partir do tarugo 6061-T6 foi o único método que atendia aos três requisitos: tolerância, Acabamento superficial, e prazo de entrega de 10 dias sem investimento em ferramentas. Você pode explorar o livro completo do GD PrototypingServiços de usinagem CNC Para saber mais sobre nossas capacidades de processo.
FAQ
O 6061-T6 de alumínio é a escolha mais comum. Ele é feito de forma limpa, dissipa bem o calor (~167 W/m·K), e aceita revestimentos anodizados para controle de EMI. Para aplicações de maior resistência, 7075-T6 é uma opção. Para requisitos não condutores, PEEK ou Delrin são plásticos viáveis.
Em um centro de usinagem de 5 eixos com fixação adequada, Normalmente mantemos ±0,01mm em encaixes críticos de diâmetro e ±0,05mm em dimensões gerais. A tolerância padrão da GD Prototyping é ±0,05mm, com tolerâncias mais rigorosas disponíveis sob demanda para recursos críticos.
Para uma peça como esta — 120mm x 85mm x 22mm com características complexas — o tempo de ciclo por peça é de aproximadamente 18 a 24 minutos em uma máquina de 5 eixos. Com uma célula de duas máquinas rodando em paralelo, Uma rodagem de 200 peças pode ser concluída em 7 a 8 dias de usinagem, mais 1–2 dias para inspeção e pós-processamento.
Sim, especialmente para corridas piloto e volumes baixos a médios (sob 2,000 Unidades). Usinagem CNC não exige investimento em ferramentas, Mantém tolerâncias mais rigorosas, e oferece um acabamento de superfície melhor do que a fundição sob pressão como fundição. Para os volumes acima 5,000 Unidades, A fundição sob pressão se torna mais econômica por peça.
Envie seu arquivo STEP ou IGES para o sistema de cotações da GD Prototyping. Inclua sua especificação de material, Requisitos de tolerância, Acabamento superficial, Quantidade, e prazo. Você receberá um orçamento detalhado com feedback do DFM dentro 12 Horas.
Conclusão
Peças usinadas por CNC eletrônica exigem mais do que um orçamento rápido e uma máquina CNC. Eles precisam de uma equipe que entenda a dinâmica de parede fina, Requisitos de gestão térmica, e os stack-ups de tolerância que separam um protótipo funcional de um lote descartado.
Nós entregamos 200 Caixas de alumínio de precisão em 9 Dias, com um 99.5% rendimento na primeira passagem e retornos de campo zero dos testes de pré-conformidade EMI do cliente.
Se seu projeto de eletrônicos precisa de tolerâncias apertadas, Geometrias complexas, ou um fornecedor que realmente entende seus riscos de DFM —contate GD Prototipagem Hoje. Faça upload do seu arquivo e receba um orçamento com feedback do DFM abaixo 12 Horas.
Você também pode navegar por nossosEstudos de caso de usinagem CNC para ver mais exemplos como este.